
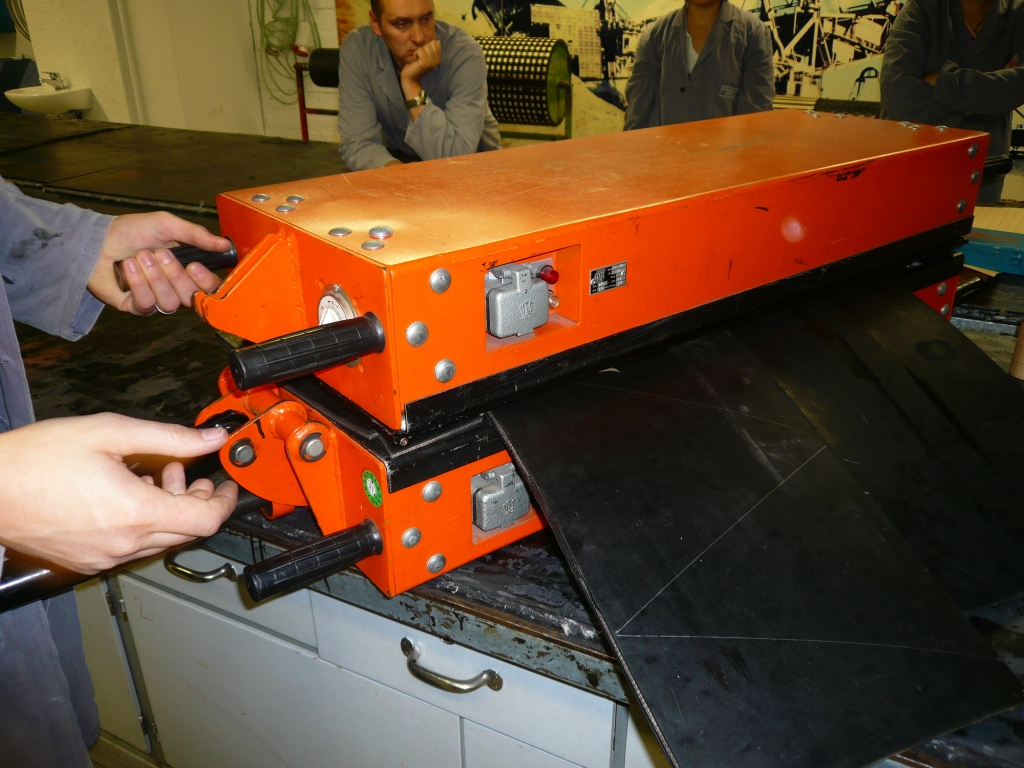
Вулканизация конвейерных лент методом WK
WK – система стыковки конвейерных лент.


Применение:
Для стыковки однослойных и многослойных конвейерных лент до типа ленты 1250/5 (DIN 22 102) и внешней обкладкой на базе полимеров из:
- природного каучука NR
- каучук - стирол бутадиен SBR
- каучук - изопрен IR
- каучук - бутадиен BR
- или их сочетаний, например NR/SBR
В сомнительных случаях справиться о типе каучука у поставщика ленты.
ширина ленты:
для ленты шириной до 800мм – Пресс WK 800
для ленты шириной до 1200мм – Пресс WK 1200
место проведения вулканизации:
- обычно в мастерской вулканизации
- на улице, в защищенном от атмосферных осадков месте (палатка)
Преимущества
не наносит вреда ленте благодаря вулканизации при низкой температуре (ок. 110ºС )
- быстрый нагрев
- быстрая вулканизация
- быстрое охлаждение
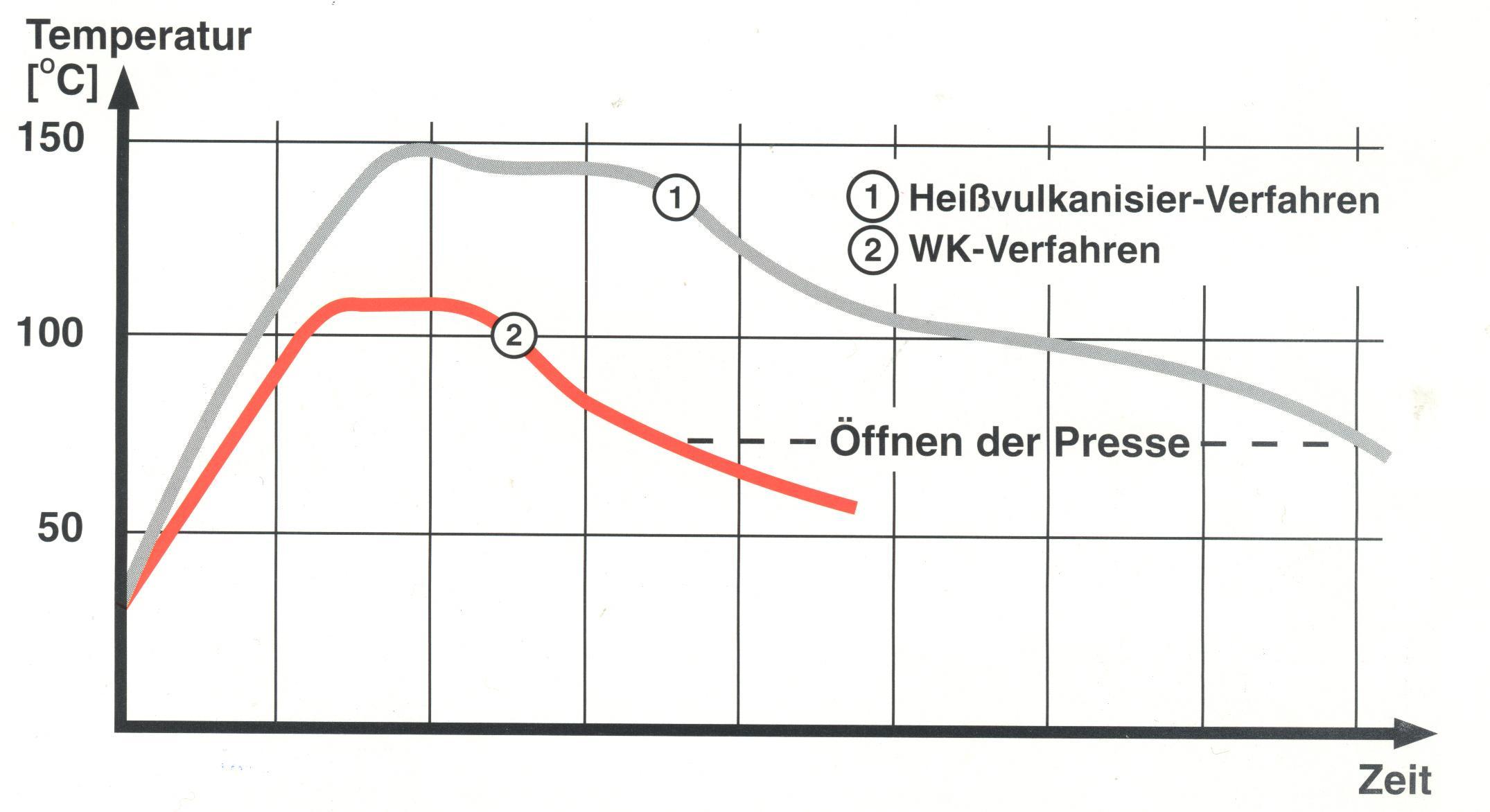
Диаграмма показывает изменение температуры и времени при стыковке ленты EP 400/3 при обычной вулканизации и в прессе WK, а также огромную экономию времени, которую обеспечивает стыковка с помощью WK!
Ограничения
Стыковка в прессе WK не подходит для:
- перегретых лент
- лент для транспортировки продуктов питания
- маслостойких лент
- лент с внешней обкладкой на основе полихлоропрена, бутила, акрил-нитрил-бутадиена, каучука EPDM
Продукция для пресса WK
Nr. 5953138 пресс WK 800/ 230В + подушка для выравнивания давления 800
Nr.5953145 пресс WK 1200/230В + подушка для выравнивания давления 1200
принадлежности
Nr. 595 3183 динамометрический ключ
материалы
Ref. No. |
Наименование |
Содержание |
Кол-во |
5270536 |
обкладочная резина WK | 2x500x5000 мм | 1 |
5270615 |
клей HL-WK4 plus | 500 гр (670 мл.) | 10 |
5270529 |
промежуточная резина WK | 0.8x500x10000 мм. | 1 |
Стыковка
Консультацию по стыковке конвейерных лент методом WK можно получить у наших специалистов по mail или телефону
Технические характеристики пресса |
||
Пресс 800 |
Пресс 1200 |
|
| Ширина ленты |
до 800 мм |
до 1200 мм |
| Размер нагревательной платформы пресса |
1000х350 мм |
1470х470 мм |
| Вес верхней части |
42 кг |
93 кг |
| Вес нижней части |
52 кг |
102 кг |
| Питание |
220 В переменного тока |
|
| Предохранители |
16 А |
2х16А |
| Потребляемая мощность |
2х1,5 кВт |
2Х3,2 кВт |
| Температура нагрева |
ок 110ºС, регулируется термостатом |
|
| Момент затяжки |
54Nm |
74 Nm |
Технические характеристики подушки WK для выравнивания давления |
||
800 |
1200 |
|
| Размер |
1000х360 мм |
1464х480 мм |
| Вес |
ок 14 кг |
ок 28 кг |
| Наполнитель |
теплопроводящая жидкость |
|